




Products Description
Brief Introduction
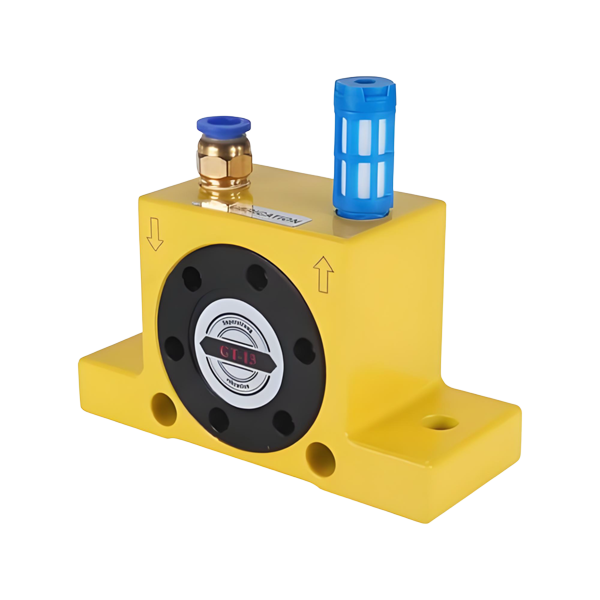
Pneumatic Turbine Vibrators are industrial-grade vibration devices that utilize compressed air to drive a rotating turbine, generating controlled mechanical vibrations. These robust tools convert pneumatic energy into high-frequency, low-amplitude vibrations through an ingeniously simple mechanism: compressed air propels turbine blades, creating rotational force that is transformed into precise vibrational output through an eccentric weight system.
The vibrators typically feature a durable aluminum or stainless steel housing, precision-balanced turbine components, and adjustable frequency controls. Available in various sizes and configurations, they deliver frequencies ranging from 2,000 to 18,000 RPM with variable force outputs, making them suitable for diverse material flow applications in hoppers, chutes, and silos.
Features
1. Exceptional Safety Performance
Explosion-proof operation without spark risk
No electrical components for hazardous environments
Cool operation prevents burn hazards
2. Superior Durability and Reliability
Minimal moving parts reduce failure points
Self-cleaning design resists contamination
Continuous operation capability
3. Energy Efficiency and Cost-Effectiveness
Low air consumption (typically 1-25 CFM)
Minimal maintenance requirements
Long service life with proper filtration
4. Precise Control and Versatility
Adjustable frequency and amplitude
Instant start/stop capability
Multiple mounting configurations
5. Environmental Compatibility
Oil-free operation options available
Low noise emission models
Suitable for food and pharmaceutical applications
Application Scenarioses
Food Processing: Gentle material dislodging in mixers, hoppers, and screens
Pharmaceutical Industry: Powder flow enhancement in processing equipment
Chemical Industry: Reliable operation in explosive atmospheres
Plastics Industry: Resin and pellet flow assistance
Mining and Minerals: Heavy-duty material movement in harsh conditions
